产品视频展示,助您洞悉【mpp电力管】_hdpe双壁缠绕波纹管品质好才是硬道理产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:江苏无锡【mpp电力管】_hdpe双壁缠绕波纹管品质好才是硬道理的图文介绍

恒塑管道有限责任公司(无锡市分公司)在建立现代企业制度的基础上,建立了一套完善的人事管理、生产管理、质量管理、财务管理、营销管理、信息管理等综合管理体系。公司研发中心拥有雄厚的科技力量和强大的科研实力,汇聚海内外专家学者进行科研攻关。 公司 pe给水管材厂家生产基地拥有国际技术水平的生产环境的生产设备, 以及正在完善适合公司发展、适应市场需求的运营模式。在这个充满机遇挑战的新的历史时期,公司将以市场为导向,以人才为根本,以技术为支撑,以资本为纽带,打造一个实力雄厚、核心竞争力强大的国际化企业。在这里,我们将用信念、追求和执着开启新的航程,乘风破浪,勇往直前,驶向我们的理想和目标。


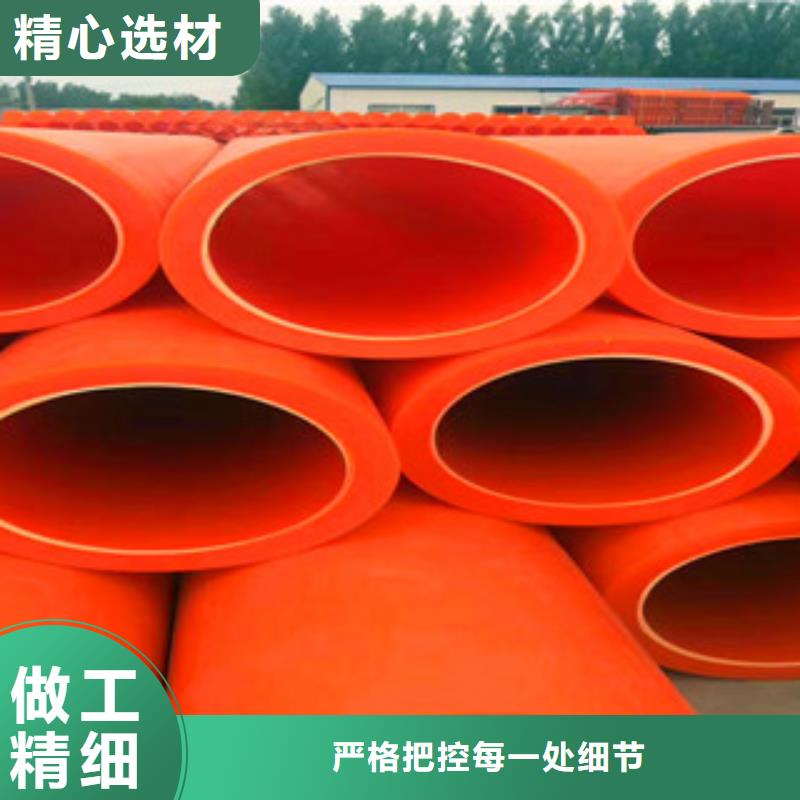
mpp电力电缆保护管常用的产品规格型 在市场上随着MPP电力管的越来越普及,可能客户会有特殊需求,也可以根据客户的要求定制壁厚和长度,所以咱们可以根据客户的需求来就行选择一些符合自己的一些产品,下面我为大家列举一些咱们常用的一些管类的型 。
...2019-01-03非开挖MPP电力管穿越工程220kv电源进线江杨路蕴藻浜非开挖MPP电力管穿越工程:海江杨路蕴藻浜定向穿越工程·突破了市区地质条件下采用水平定向钻进敷设MPP电力护套管的新记录,也是一个利用30t级钻机成功地在复杂条件下进行的长距离(超过200m)、大孔桠(达Im)、大深度(达m)穿越的实例。
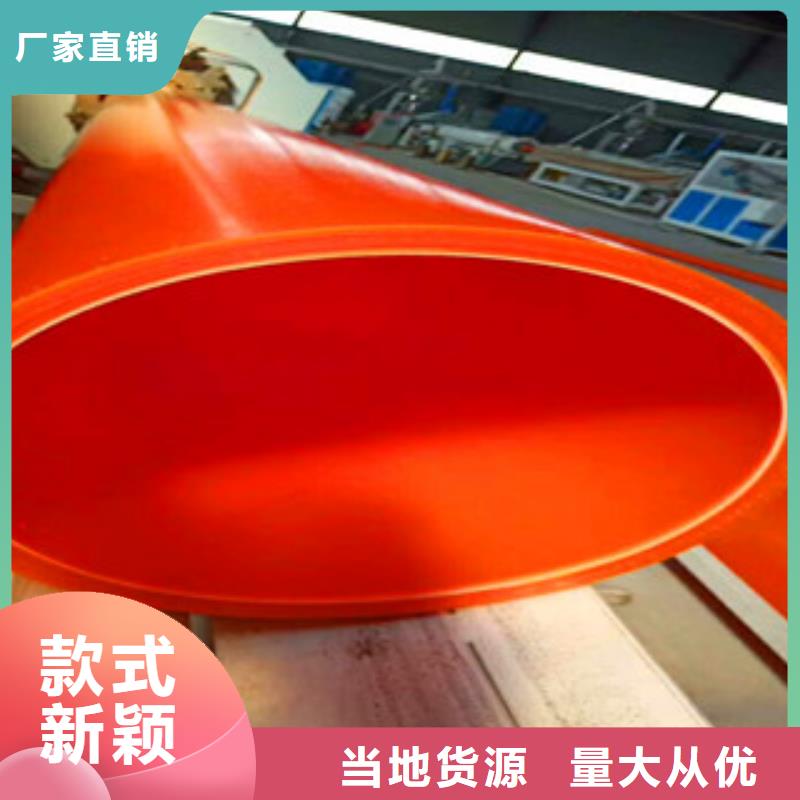
...2019-01-03mpp管(mpp电缆管)采用怎样的连接方式。1、mpp电力管连接方式:用焊接机热熔焊对接,熔接点在200度左右,不能超过220度,当温度达到后,即可两头对接。(因mpp管的连接方式为热熔焊接,焊接口不好,会损伤电缆线或可能拉扁,所以mpp电力管必须用全新料来做)2、热熔焊接适用于mpp开挖管和mpp非开挖管(mpp顶管、mpp牵引管)。



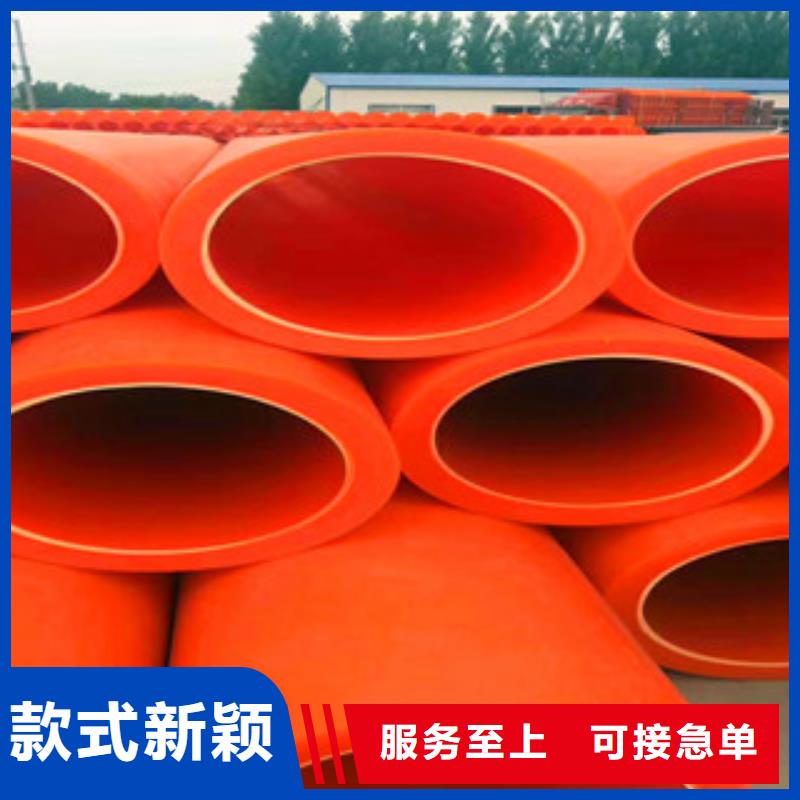
mpp电力电缆保护管常用的产品规格型 在市场上随着MPP电力管的越来越普及,可能客户会有特殊需求,也可以根据客户的要求定制壁厚和长度,所以咱们可以根据客户的需求来就行选择一些符合自己的一些产品,下面我为大家列举一些咱们常用的一些管类的型 。
非开挖MPP电力管穿越工程220kv电源进线江杨路蕴藻浜非开挖MPP电力管穿越工程:海江杨路蕴藻浜定向穿越工程·突破了市区地质条件下采用水平定向钻进敷设MPP电力护套管的新记录,也是一个利用30t级钻机成功地在复杂条件下进行的长距离(超过200m)、大孔桠(达Im)、大深度(达m)穿越的实例。
mpp电力管连接方式是什么样的。1、热熔连接是用焊接机热熔焊对接,熔接点在200度左右,不能超过220度,当温度达到后,即可两头对接。(因MPP管的连接方式为热熔焊接,焊接口不好,会损伤电缆线或可能拉扁,所以MPP电力管必须用全新料来做)2、接头连接mpp开挖管、mpp直埋管可以采用接头套接,可以节约施工费和施工工期。



mpp电力电缆保护管常用的产品规格型 在市场上随着MPP电力管的越来越普及,可能客户会有特殊需求,也可以根据客户的要求定制壁厚和长度,所以咱们可以根据客户的需求来就行选择一些符合自己的一些产品,下面我为大家列举一些咱们常用的一些管类的型 。
...2019-01-03非开挖MPP电力管穿越工程220kv电源进线江杨路蕴藻浜非开挖MPP电力管穿越工程:海江杨路蕴藻浜定向穿越工程·突破了市区地质条件下采用水平定向钻进敷设MPP电力护套管的新记录,也是一个利用30t级钻机成功地在复杂条件下进行的长距离(超过200m)、大孔桠(达Im)、大深度(达m)穿越的实例。
...2019-01-03MPP电力管热熔器使用注意事项及热熔方式一、MPP电力管热熔器前的由陕西亿畅元新材料提供:1、检查焊机的电源,液压油,加热板等是否满足焊接要求。2、对铣刀和油泵开关等进行空车试运行。3、将与管材规格一致的卡瓦装入机架。
4、设定加热板温度至焊接温度,一般的焊接温度在225℃,气温较低时,可适当5-10℃。在加热前,应用干净的软纸或布蘸酒精擦拭加热板表面,清洁其油污,杂物等,但应注意不要划伤PTFE(聚四氟)防粘层。二、MPP电力管(MPP管、MPP顶管、MPP拖拉管)热熔器焊接注意事项:1、焊接面管材错边不超过管材壁厚的10%。




 扫一扫
扫一扫